一、overview
The circulating fluidized bed flue gas desulfurization process is a new semi dry desulfurization process developed by the German company LURGI in the late 1980s. This process is based on the principle of circulating fluidized bed and uses dry hydrated lime powder Ca (OH) 2 as the absorbent. Through multiple cycles of the absorbent, the contact time between the absorbent and the flue gas is extended in the desulfurization tower to achieve efficient desulfurization and greatly improve the utilization rate of the absorbent. Through chemical reactions, acidic gases such as SO2, SO3, HF, and HCL can be effectively removed from flue gas. The final product of desulfurization, desulfurization slag, is a free flowing dry powder mixture with no secondary pollution, and can be further comprehensively utilized. This process is mainly used for flue gas desulfurization of power plant boilers. The single tower treatment of flue gas can be applied to boilers with evaporation rates between 75t/h and 1025t/h. The SO2 removal rate can reach 90% to 98%. It is currently the method with the highest single tower treatment capacity and the most superior comprehensive desulfurization benefits among dry and semi dry desulfurization technologies.
二、Process principle of CFB semi dry desulfurization system
Ca(OH)2+ SO2= CaSO3 + H2O
Ca(OH)2+ 2HF= CaF2 +2H2O
Ca(OH)2+ SO3= CaSO4 + H2O
Ca(OH)2+ 2HCl= CaCl2 + 2H2O
CaSO3+ 1/2O2= CaSO4
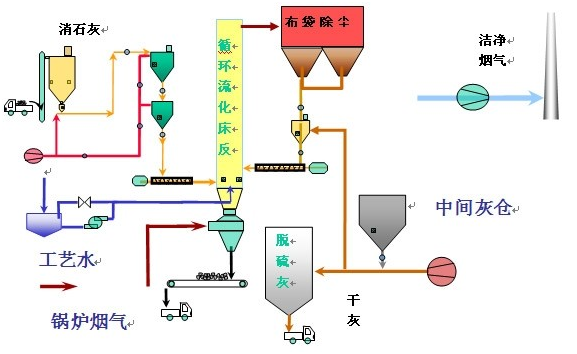
三、flow chart
四、Composition of CFB semi dry desulfurization process system
1. Desulfurizer preparation system
2. Desulfurization tower system
3. Dust collector system
4. Process water system
5.Gas system
6. Desulfurization ash recirculation system
7. Desulfurization ash discharge system
8. electronic control system
五、CFB Technical characteristics of semi dry desulfurization process
1. The flue gas and desulfurizer in the desulfurization tower react fully, with a long residence time and high recycling rate of desulfurizer;
2.There are no rotating parts or vulnerable components in the desulfurization tower, and the entire device is maintenance free;
3. Both desulfurizer and desulfurization slag are in dry state, and the system equipment will not produce phenomena such as adhesion, blockage, and corrosion;
4. When the type of coal combustion changes, there is no need to add any equipment, only adding desulfurizers can meet the desulfurization efficiency;
5. While ensuring a high SO2 removal rate, the dew point of the flue gas after desulfurization is low, and no anti-corrosion measures are required for the equipment and flue;
6. The desulfurization system can adapt to a wide range of boiler load changes, up to 30% to 110% of the boiler load;
7. The desulfurization system is simple and the device occupies a small area;
8. The desulfurization system has low energy consumption and no wastewater discharge;
9. Low investment, operation, and maintenance costs.













